- 770-297-7000
- service@murrayplastics.com
- Mon-Thur: 9am-5pm | Fri: 9am-3:30pm
In-house design and engineering with professional guidance through every step of the process.
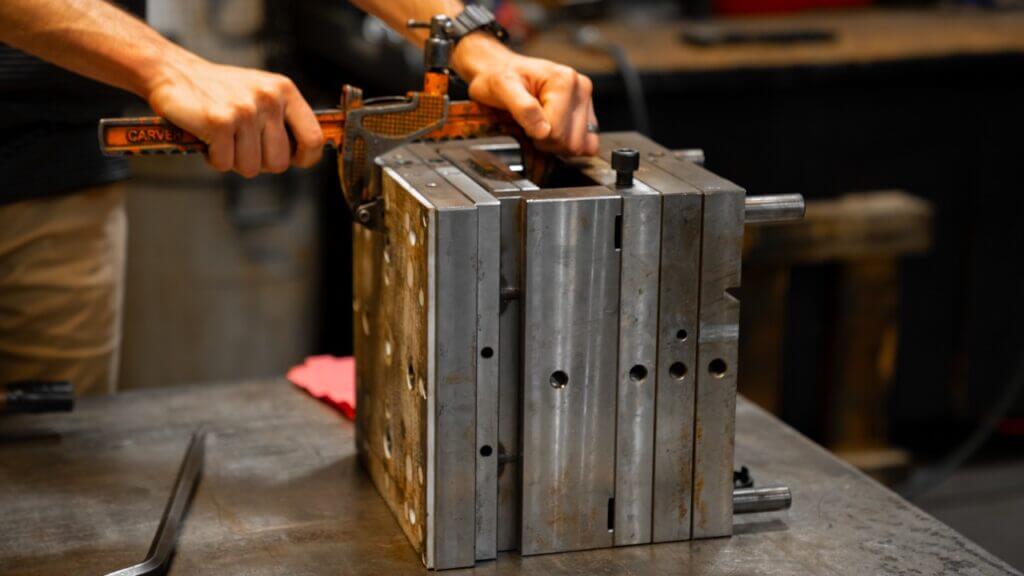
Our mold makers have years of experience with custom plastic injection molds and tooling.
Quality-controlled production, experts in a wide variety of capabilities, materials, and sizes.